
Жаккарддын өндүрүшүндө токулган ийнелердин иретиндеги табияттын жолундагы Wale багытында тамак-аштын көйгөйүн кантип чечсе болот?
Транзинг ийнелеринин айланасындагы айланма токуучу машинада була-клетканы алуу үчүн илинип турат, ал эми багуучу башчынын төмөнкү бөлүгүнүн төмөнкү бөлүгүнүн төмөнкү бөлүгүнө туура келет. Бекитилген ийнелердин бул бөлүгүн дагы бир жыпар жыттанат, бул жипченин бети өтө таза болот, бул "була кур" була үчүн "була кур" бул жипчелерди алуу үчүн ийне бар, ал эми анын башка токуучу ийнелерине караганда көбүрөөк жипчелер бар жана ал Wale багытында пайда болот. Була тегиз эмес, ошондуктан ачкыч - бул "була" "була" дофферада бар экендигин жок кылуу. Тазалоочу роликти текшерип, аны жакшы абалда сактаңыз, жана узак жолдун акырына чейин тамактануу болбойт.
Физинг учурунда четинен тышкары дарылоодон тышкары, спандекс джерси штатынын кермегин чечүүнүн башка жолу барбы?
Хемминг - трикотаж кездемелеринин өзгөчөлүгү, ал жиптен келип чыккан жиптин ички стресстин иш-аракетинин астына киргенден кийин, жип токуучу процессте пайда болгондон кийин, анын ички стресстен арылууга аракет кылган. Хемминин курамына кире турган факторлор кире берип, жип ийилген жип, жүн сызыктуу тыгыздыгы, циклинин узундугу, жип ийкемдүүлүгү жана башкалар кирет. Керлингди жеңүүнүн эки жолу бар: бир жүндүн ички стрессти четтетүү - жогорку температураны калыптандыруу аркылуу алып салуу; экинчиси жиптин ички стрессти каршылык көрсөтүү үчүн кездеме түзүлүшүн колдонуу.
Жалгыз Джерси бир тараптуу кездеме, анын таралыш кездемеси - бул спандекс жүндү кошуп, тармал жогорку температурага туруштук берүү, анткени анын температурасы жакшы чыгарылгандыктан, аяктаган кездемелер бир эле даражага ээ, ал эми көлөмү бир эле даражада, ал эми өлчөмү аяктаганга чейин болот Процесс.
Бирок, токуу процессинде кездеменин түзүлүшүндөгү өзгөрүүлөр кездемеден тарбияны басаңдатуу же азайтуу үчүн да колдонсо болот. Мисалы, бир тараптуу Pique торунун түзүлүшүнүн бир жактуу түзүлүшүнө ээ эмес, ошондуктан тордун структурасы Джерси Хемминг көйгөйүн чечүү үчүн тордун эки жагында эки жагында 2см ичинде трикотаж болот. Трикотаж процесси төмөнкүдөй.
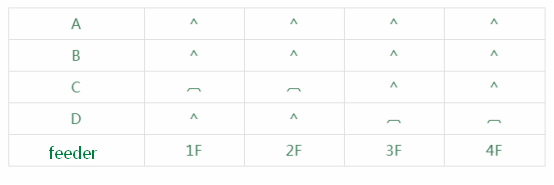
Тротингдин ийнелери: курчуу ийнелери AB ... ababcdcdcd иретинде жайгаштырылган ... ababcdcdcd ... cdcdcdabab ... AB жана CD тротингдин ийнелеринин позициясы - ачык туурасы сызыгынын эки тарабындагы тордун түзүлүшү.
Кэм тартиби: Циклдеги 4 жол, жана камера кийинки диаграммада көрсөтүлгөн.
Пост убактысы: Сентябрь-08-2021